

摘要:本文详细阐述了聚乙烯吹塑薄膜成型过程中的参数控制。介绍了影响薄膜质量的关键因素,包括温度、压力、速度等工艺参数的控制和调整方法。通过优化这些参数,可以实现薄膜的均匀性、透明度和物理性能的提升。本文为吹塑薄膜生产过程中的参数控制提供了有益的指导和参考。
本文目录导读:
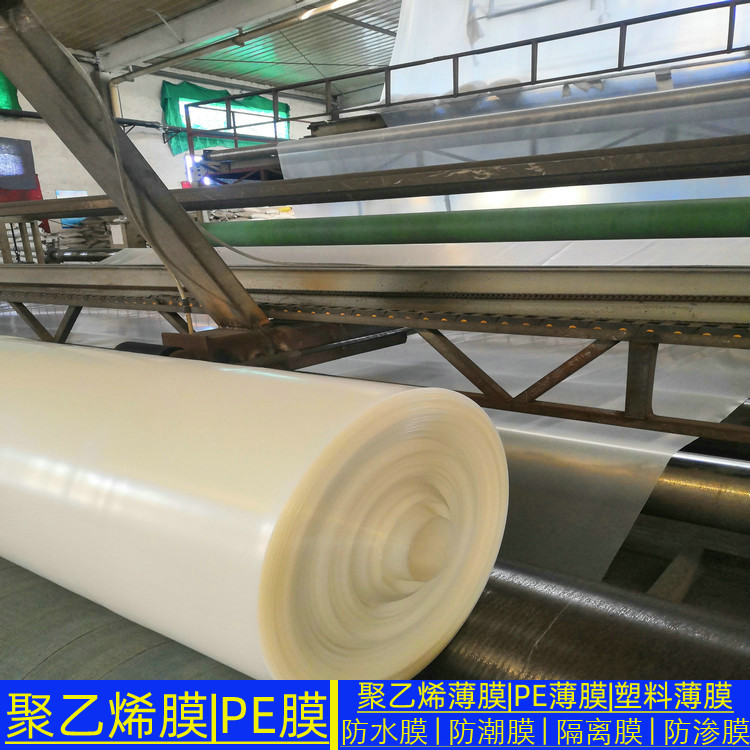
聚乙烯吹塑薄膜作为一种广泛应用于农业、包装、建筑等领域的材料,其生产过程中的参数控制对于薄膜的质量和性能具有至关重要的影响,本文将详细介绍聚乙烯吹塑薄膜成型过程中需要控制的参数,以帮助生产企业提高产品质量和生产效率。
原料选择与准备
1、原料选择:选用高质量的聚乙烯颗粒,确保其具有良好的流动性和加工性能。
2、原料干燥:在加工前对原料进行干燥,以去除水分,避免加工过程中的气泡和波动。
挤出机参数控制
1、挤出机温度:根据原料类型和薄膜厚度要求,合理设置挤出机的温度,以保证原料的均匀熔融和流动。
2、螺杆转速:控制挤出机的螺杆转速,以调节熔融塑料的流量,确保薄膜厚度的均匀性。
模具与吹塑参数控制
1、模具温度:合理设置模具温度,以保证熔融塑料在模具中的均匀分布和快速固化。
2、吹塑比:控制吹塑比(吹塑空气流量与原料流量的比例),以调节薄膜的厚度和气泡的稳定性。
3、模具间隙:调整模具间隙,确保吹塑薄膜的均匀性和厚度。
冷却与定型参数控制
1、冷却水温度:控制冷却水温度,以保证吹塑薄膜的快速冷却和定型。
2、冷却风量:调整冷却风量,使薄膜在冷却过程中保持平整,避免收缩和变形。
拉伸与热定型参数控制
对于需要较高性能和厚度的薄膜,可以采用拉伸和热定型工艺。
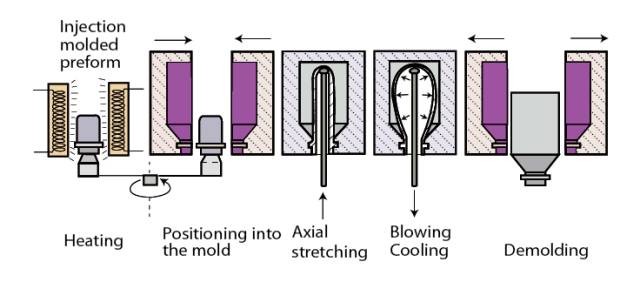
1、拉伸比:控制拉伸比(纵向拉伸与横向拉伸的比例),以调节薄膜的力学性能和透明度。
2、热定型温度:合理设置热定型温度,使薄膜在热定型过程中达到预定的尺寸和形状。
收卷与切割参数控制
1、收卷张力:控制收卷张力,以确保薄膜的平整度和收卷质量。
2、切割速度:调整切割速度,确保薄膜的切割整齐,提高成品率。
其他注意事项
1、原料配方:根据产品要求和性能需求,合理调整原料配方,如添加增塑剂、稳定剂等。
2、环境因素:控制生产车间的环境温度和湿度,以避免天气变化对生产过程和产品质量的影响。
3、设备维护:定期对生产设备进行维护和保养,确保设备的正常运行和产品的稳定性。
聚乙烯吹塑薄膜成型过程中的参数控制对于提高产品质量和生产效率具有重要意义,通过合理设置和控制原料选择、挤出机参数、模具与吹塑参数、冷却与定型参数、拉伸与热定型参数、收卷与切割参数等,可以生产出高质量、高性能的聚乙烯吹塑薄膜,注意事项中的原料配方、环境因素和设备维护等也不容忽视,生产企业应根据自身需求和实际情况,灵活调整和控制各项参数,以提高聚乙烯吹塑薄膜的生产水平和竞争力。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...